
Курсовая работа проектирование швейного потока мужской сорочки модели б. Как выбрать лучшую ночную сорочку
ШИТЬ НОЧНУШКУ САМОЙ? ЗАЧЕМ?
Ночные сорочки изнашиваются очень быстро.
Поэтому, нужно либо знать где покупать качественное натуральное бельё, либо уметь шить самой.
Иногда, даже мне шьющей, хочется просто купить и не тратить время на шитьё, тем более, что особых примерок этот вид одежды не требует.
Готовое натуральное белье стоит дорого
И все бы хорошо, но на этот раз я была неприятно удивлена ценой ночного белья - мне показалось дороговато. Пересчитав на стоимость материала, я поняла, что это в 5-7 раз дороже, чем ткань.
Нарядная синтетика стоит относительно не дорого. Но как же нужно наплевательски относиться к своему здоровью, чтобы проводить в ней ответственную половину жизни.
Вот тут я и подумала...
А ведь это наверное не только моя проблема? Смешно сказать... шитье сорочки занимает несколько часов вместе с раскроем.
И сшить её может даже самая неумелая портниха! А если вы счастливая обладательница чудесной машины оверлок, то приступайте к шитью без раздумий! Нет оверлока? Оставьте швы необметанными, трикотаж не распустится и не разлохматится, к тому же, теперь это модно.
Шитье одежды для себя и близких - достойное занятие для рукодельниц.
Никогда не понимала тех, кто проводит время за рукоделием не утилитарного назначения. То ли дело одежда! Всегда востребована, а не пылится на полках и стенах. Если Вы еще не умеете кроить, выбирать фасоны, не опытны в шитье, то ночная сорочка это то, что нужно для начала. На ней можно отработать (отрепетировать) все обработки, которые потом потребуются при шитье платьев.
Убедила? Приступим! Вы согласны?
1. Моделирование выкройки ночной сорочки на бретелях
Ночное белье занимает в нашей жизни немаловажную роль. Оно очень разнообразно и есть женщины, которые отдают предпочтение красивым лёгким сорочкам. Многие из них можно сшить своими руками. Я предлагаю вам рассмотреть моделирование выкройки ночной женской сорочки на бретелях. Моделей две, поэтому у вас будет возможность выбрать наиболее понравившуюся.
Для того чтобы приступить к моделированию сорочек, необходимо иметь базовую основу полуприлегающего платья по вашим размерам. Если ваши параметры совпадают со стандартными, то можно воспользоваться готовыми выкройками из журналов. Обе модели выполнены из лёгких материалов, в качестве которых могут служить: хлопок, поплин, бамбуковое полотно, ситец. Если вы предпочитаете изделия из шёлка, то он тоже прекрасно подойдёт для пошива ночной женской сорочки, которая будет выглядеть ещё более нарядно и шикарно.
МОДЕЛЬ 1

Выкройка ночной сорочки для первой модели делается быстро и без особых сложностей, но изделие выглядит очень мило, благодаря кружевным полоскам по бокам и по низу сорочки. Посмотрите, как необходимо моделировать базовую выкройку. Синими линиями показаны новые контуры ночной сорочки, по которым затем надо будет разрезать выкройку. Нагрудная боковая вытачка на лифе закрывается, раскрывая при этом талевую вытачку. А на юбке талевые вытачки совсем не учитываются.![]()
По обхвату груди необходимо дать небольшую прибавку около 6 см, по обхвату бёдер от 8 до 12 см. Если хотите, чтобы ночная сорочка была свободнее по нижней части можно дать прибавку и больше чем 12 см. Но, не забудьте учесть ширину кружева, которое будет пришиваться по всей длине бока.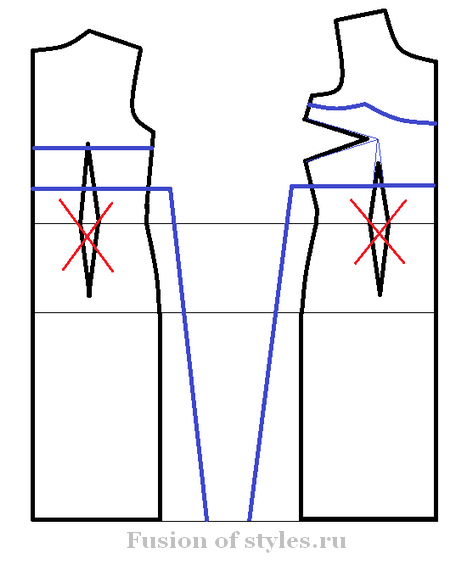
Сорочка имеет отрезной лиф, который соединяется с юбкой швом, посаженным на эластичную ленту. Верхняя центральная часть лифа отделана более узким кружевом, а вех лифа по спинке посажен на резинку. Длина бретелей уточняется на примерке.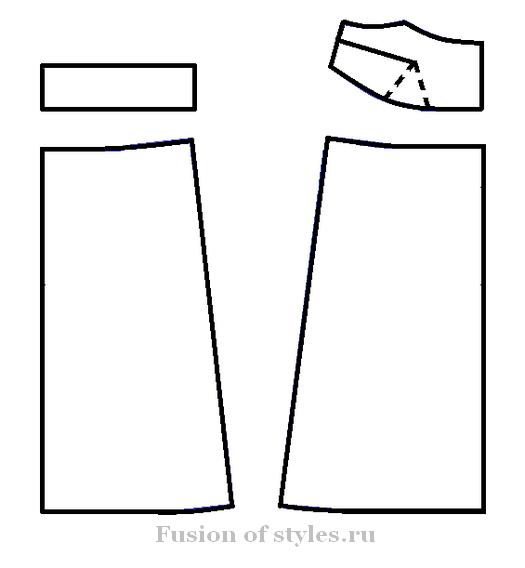
МОДЕЛЬ 2
 Вторая модель более сложная, чем первая. На ней больше вспомогательных линий, но базовая выкройка та же самая. Отрезной лиф по переду разделён на три части. На боковых деталях лифа нагрудные вытачки надо закрыть. Ниже лифа расположена вставка из кружевного полотна, с нашитым по низу узким кружевом. Верх лифа обработан этим же кружевом. Юбка по переду так же состоит из трёх частей, а по низу имеются декоративные детали, в виде разреза с бантиком и оригинальными угловыми вставками в кружевными полосками.
Вторая модель более сложная, чем первая. На ней больше вспомогательных линий, но базовая выкройка та же самая. Отрезной лиф по переду разделён на три части. На боковых деталях лифа нагрудные вытачки надо закрыть. Ниже лифа расположена вставка из кружевного полотна, с нашитым по низу узким кружевом. Верх лифа обработан этим же кружевом. Юбка по переду так же состоит из трёх частей, а по низу имеются декоративные детали, в виде разреза с бантиком и оригинальными угловыми вставками в кружевными полосками.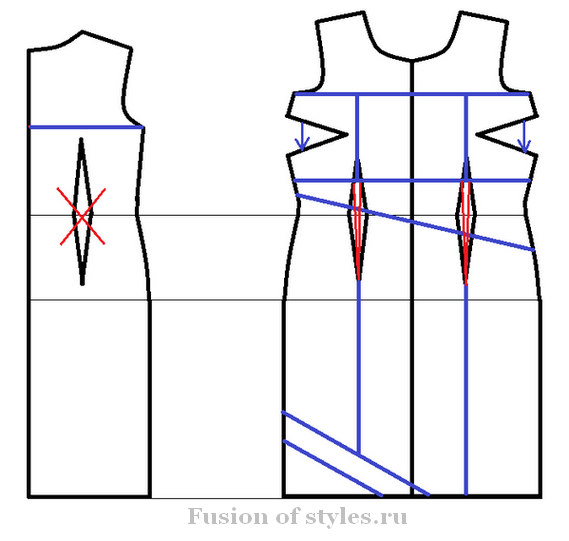
Спинка остаётся такой же как базовая выкройка, только без талевых вытачек. К обхвату груди надо дать прибавку около 6 см, к обхвату бёдер около 10 см. После разрезания выкройки вы получите вот такой набор деталей. По верху лифа на спинке можно притачать эластичную ленту для удобства.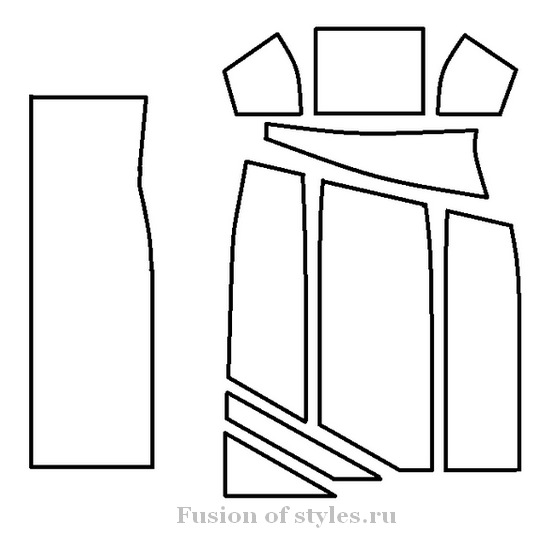
Вот таким образом можно моделировать данные ночные женские сорочки. Если у вас возникнет желание создать их для себя своими руками, то эти способы построения выкроек вам могут пригодиться. Ночные сорочки на бретелях особенно будут актуальны в жаркие летние дни. А натуральные ткани помогут сохранить комфорт и удобство во время отдыха.
МОДЕЛЬ 3
Огромная благодарность автору:
ИДЕМ В МАГАЗИН ПОКУПАТЬ ТРИКОТАЖ ДЛЯ НОЧНОЙ СОРОЧКИ
Начнем с выбора трикотажного полотна. Вероятно, для некоторых из Вас это будет первое трикотажное изделие. Бояться не нужно.
Для сорочки подойдёт трикотажное полотно под названием кулирная гладь - кулирка в просторечии. Нам нужно 100% натуральное полотно. Значит выбирать будем кругловязанное, то, которое чулком.
Если вы еще не умеете различать трикотаж, то продавцы вам в этом помогут. Это очень просто. Навскидку, это тот трикотаж из которого шьют майки трусики, детское белье. Расцветка у него мелкая, чаще белоземельная. Подробно о трикотажах я здесь останавливаться не буду.
Зато сейчас подробно расскажу и покажу вам сколько покупать, чтобы не попасть впросак, как подготовить трикотаж к раскрою и ровно разложить его на столе. А заодно посмотрите, какую сорочку мы будем с вами кроить и шить.
Описание: сорочка ночная женская из трикотажного полотна с цельнокроеными короткими рукавами и овальным вырезом горловины. Все срезы обработаны трикотажной бейкой.
Что купить. Для шитья сорочки необходимо 1-1,3м трикотажного полотна кулирная гладь. Желательно (но не обязательно) 0,1м трикотажа для отделки горловины и других срезов. Как варианты отделки (для продвинутых в шитье) могут использоваться кружева и тесьмы. Не забудьте про нитки подходящего цвета и иглы для шитья трикотажа.
Я буду показывать Вам раскрой на примере кругловязанного трикотажа. Поэтому, если Вы купили другой трикотаж, то учтите это при раскладке кроя. Крой должен быть от сгиба. Если ваш трикотаж полотном (разрезной), то переместите свое построение к сгибу. Других отличий нет.
Все о крое и шитье в этом видео
Как вы понимаете, длина и ширина сорочки зависит от ваших предпочтений, как собственно и сама отделка.
КАКИЕ ШВЕЙНЫЕ МАШИНЫ НУЖНЫ ДЛЯ ШИТЬЯ
Если у вас есть оверлок - замечательно! Ваше шитьё в разы будет быстрее и профессиональнее. Если у вас есть распошивальная машина, то скорее всего, вы уже не нуждаетесь в моих подсказках.
Однако...
Для того, чтобы сшить сорочку, вам совсем не обязательно иметь дополнительное оборудование.
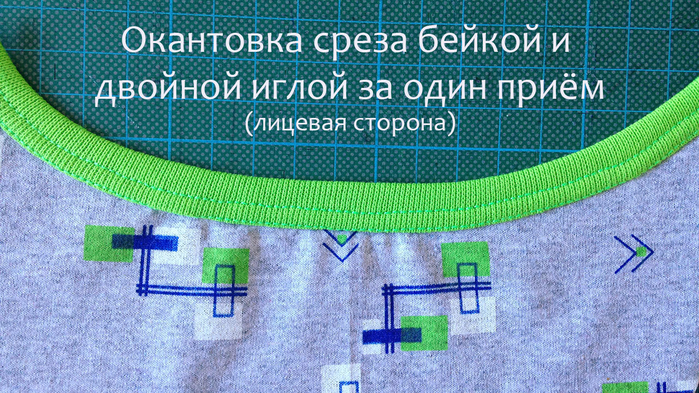
Если у вашей машины есть зигзаг, то вы легко справитесь с обработками, показанными на фотографиях ниже. И самое крутое то, что выполняется она без особых премудростей в один приём.
Вы понимаете, как это делается?! Тогда вам больше никаких комментариев не потребуется. Садитесь за машину и шейте!
ОКАНТОВКА ГОРЛОВИНЫ УЗКОЙ БЕЙКОЙ
Мне остаётся лишь добавить, что научившись шить сорочку, вы, применив другую расцветку трикотажа с успехом сошьете топ или платье на лето.
Желаю Вам успехов в реализации! Творческого вдохновения!
Выполненные современными изготовителями, могут отличаться фасоном. Сегодня на прилавках магазинов вы сможете найти:
- Ночные рубашки прямого кроя. Это наиболее востребованный вариант, который не стесняет движений и дарит женщине максимум комфорта. Как правило, такие сорочки изготавливают из тонкого трикотажа, однотонного или украшенного разноцветным принтом. В верхней части изделия могут присутствовать тонкие бретели-веревочки или толстые, выполненные из кружева лямки. Также подобные модели могут быть дополнены коротким трикотажным или кружевным рукавом (но такой вариант встречается намного реже, чем два предыдущих).
- Приталенные модели. Речь не идет об обтягивающих фигуру, неудобных для сна изделиях. Такие сорочки выполнены с максимальным припуском, позволяющим изделию произвольно облегать фигуру женщины, а не обтягивать ее. Несмотря на то, что сшиты такие изделия по особым лекалам, они ни чуть не уступают в комфорте моделям свободного кроя, а поэтому подходят женщинам любого возраста. Но, останавливая взгляд на приталенной сорочке, следует быть особо осторожными, поскольку такие модели могут достаточно ярко подчеркивать проблемные зоны фигуры. Среди таких изделий встречаются как шелковые/атласные, так и трикотажные варианты сорочек.
- Оригинальные фасоны. Это могут быть сорочки с заниженной талией, юбкой годе или солнце клеш, а также модели, украшенные огромными разрезами, декоративными хвостами и прочими неординарными элементами. Такие модели больше напоминают ночное платье, чем сорочку, и также встречаются довольно часто. Чаще всего выбор в пользу таких изделий делают молодые женщины.
Ткань изделия
Также ночные рубашки могут отличаться видом ткани, из которой они изготовлены. Наиболее востребованными вариантами материала являются:
- Трикотаж. Мягкий, уютный, приятный для кожи и доступный по цене трикотаж занимает позицию бесспорного лидера в течение нескольких последних десятков лет. Он удобен в носке и идеально подходит для любого времени года. Ткань может быть однотонной или украшенной разнообразными вариантами рисунка.
- Шелк. Это еще один любимец дам. Шелковая ночная рубашка, украшенная кружевом или вышивкой, будет смотреться особенно довольно солидно и женственно. Однако, и стоить такое, изделие будет на порядок дороже, чем трикотажный аналог. В качестве бюджетного варианта можно рассмотреть изделия, выполненные из искусственного шелка.
- Атлас. Это более доступный по цене, но не менее красивый, чем шелк материал, из которого также изготавливают ночные сорочки. Модели атласных рубашек дублируют варианты шелковых аналогов.
Заказать себе красивую ночную сорочку вы сможете здесь
Задание: спроектировать швейный поток по изготовлению мужской сорочки модели Б из хлопчатобумажной ткани, мощностью 390 ед./см., тип потока: однофасонный агрегатно-групповой с последовательным запуском.
Реферат:
Курсовой
проект содержит 46 страниц, 2 рисунка, 15
таблиц, 24 формулы, 6 источников литературы.
Мужская
сорочка, швейный поток, такт
потока, схема разделения труда,
синхронный график загрузки, тарифный
коэффициент, коэффициент механизации,
незавершенное производство, производственный
цикл.
Цель
работы: спроектировать швейный
поток на базе действующего
по выпуску мужской сорочки модели Б.
В
курсовом проекте будут решены
следующие задачи:
1. сделать
частичную замену оборудования
2. сделать
предварительный расчет потока
3. выполнить
комплектование
4. составить
схему разделения труда
5. рассчитать
технико-экономические показатели
проектируемого потока.
Содержание:
Введение
Поточное
производство характеризуется разделением
производственного процесса на отдельные
относительно короткие операции, выполняемые
на специально оборудованных последовательно
расположенных рабочих местах – поточных
линиях.
Технологические
потоки оценивают по следующим
показателям:
- по мощности;
по структуре;
по способу внутрипроцессного транспорта;
по характеру питания;
по способу запуска;
по преемственности смен.
- Специализация
по изготовлению 1 или нескольких изделий
в определенный промежуток времени –
трудоемкость.
Закрепление за технологическим потоком определенного количества рабочих.
Разделение технологического потока на неделимые операции, выполняемые в определенной технологической последовательности.
Комплектование в организационные операции. Организационная операция состоит из нескольких неделимых технологических операций; за ней закрепляется определенное количество рабочих и оборудования.
Согласование длительности организационной операции с общим ритмом (тактом) потока.
Размещение рабочих мест в соответствии с ходом технологического процесса при условии минимального пути движения полуфабриката.
Непрерывность и строгая повторяемость технологических процессов.
- Повышение
производительности труда за счет:
-
а) специализации потока в целом,
-
б) специализации рабочих и
рабочих мест,
-
в) многократной повторяемости
выполняемых работ,
-
г) механизации транспортных работ;
- 2) Повышение
качества продукции (за счет
специализации рабочих);
- 3) Сокращение
длительности производственного
цикла;
- 4) Повышение
коэффициента использования оборудования.
-
Такт потока – определенный
промежуток времени между следующими
друг за другом запусками или
выпусками единицы продукции;
-
Такт потока – время одной организационной
операции, выполняемой одним рабочим.
1.2. Описание внешнего вида модели сорочки
Сорочка мужская для повседневной носки из хлопчатобумажной ткани, прямого силуэта (рис. 1). Воротник стоячеотложной, классический, с застежкой на одну пуговицу. На переде сорочки имеется притачная планка с застежкой из пяти обметанных петель и пяти пуговиц, кокетка и карман с клапаном. Рукава длинные втачные, на манжетах. Разрез рукава обработан планкой. Спинка и полочки цельнокройные. По краям манжет, планки и низу изделия проложена отделочная строчка на расстоянии 3 - 5 мм от края.
1.3.
Выбор, обоснование и характеристика материалов
Выбор
материалов производится с учетом
их свойств и требований, предъявляемых
к изделию.
Характеристика
основной ткани представлена в таблице
1 на основании стандартов и прейскурантов
, .
Таблица 1 - Характеристика основной ткани.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
Характеристика прокладочных материалов представлена в таблице 2 на основании стандартов и прейскурантов , .
Таблица 2 - Характеристика клеевых прокладочных
материалов.
Характеристика швейных ниток представлена в таблице 3 на основании стандартов и прейскурантов , .
Таблица 3 - Характеристика швейных ниток.
Выбранные нитки имеют высокую прочность, эластичность, износостойкость, незначительную усадку.
В качестве фурнитуры выбираем плоские пуговицы с двумя отверстиями диаметром 0,5-0,7 см.
Выбранные нитки и фурнитура также обуславливают конкурентоспособность продукции, так как соответствуют современному направлению моды.
2.
Выбор методов обработки и оборудования
Выбор
методов обработки и оборудования
является одним из главных
разделов при проектировании
потоков, так как при этом
закладываются самые передовые
и современные технологии (клеевые,
сварные соединения) и оборудование.
Все это позволяет спроектировать поток
с высоким технико-экономическими показателями,
с наименьшей трудоемкостью изготовления
изделия, а значит и с наименьшей себестоимостью
изделия.
При
выборе методов обработки и
оборудования основными являются
следующие принципы:
- Применение
прогрессивной технологии (сварка, клеевая
и т.п.);
Применение автоматов и полуавтоматов;
Перевод ручных операций на механизированные;
Замена последовательного выполнения операций на параллельное;
Применение высокоскоростных машин, оснащенных элементами автоматики и приспособлениями малой механизации.
| Наименование шва | Условное изображение и кодовое обозначение шва по ГОСТ 12807-88 | Область применения |
| Стачной без обметывания срезов | 1.01.01 | Притачивание манжет и кокеток |
| Стачной
с обметывания
срезов
|
1.01.02 | Соединение плечевых, боковых, рукавных срезов, втачивание рукавов |
| Накладной с закрытыми срезами | 1.06.01 | Соединение манжет с рукавами |
| Обтачной | 1.06.02 | Обтачивание воротников, манжет |
| Настрочной с закрытым срезом | 2.05.02 | Настрачивание карманов на полочку |
| В подгибку с закрытым срезом | 6.03.04 | Застрачивание низа изделия |
Параметры режима обработки деталей и узлов с использованием клеевых материалов приведены в таблице 5.
Таблица 5 - Параметры режима обработки деталей и узлов
с использованием клеевых материалов.
Параметры
режима влажно-тепловой обработки приведены
в таблице 6.
Таблица 6 - Параметры режима влажно-тепловой
обработки
| Вид операции | Температура гладильной или прессующей поверхности, С | Давление прессования, МПа | Время воздействия, с | Увлажнение, % | Примечания | |
| пресса | утюга | |||||
| Приутюжить, заутюжить и прочее | 140-150 | 0,05-0,07 | 10-15 | 30-45 | 30-40 | Пределы показателей зависят от вида покрытий подушек и от вида волокон ткани |
Технологическая характеристика проектируемых швейных машин представлена в таблице 7.
Таблица
7-Технологическая характеристика проектируемых
швейных машин
| Наименование оборудования | Фирма-изготовитель | Специальность | Класс, тип, модель | Техническая характеристика |
| Стачивающая машина | "Пфафф" Германия | М | 5487 | 2-ниточный челночный стежок с нижним и верхним транспортером, устройство обрезки нити, обрезки края шва, скорость 4200 1/мин, длина стежка 6 мм |
| Стачивающая машина | "Пфафф" Германия | М | 481-731 | 2-ниточный челночный стежок с нижним и верхним транспортером, автоматическая закрепка, электронное управление двигателем, скорость 5000 1/мин, длина стежка 4,6 мм, ширина подгиба 8,1-12 мм |
| Стачивающая машина | "Пфафф" Германия | М | 487-706/82 | 2-ниточный челночный стежок с нижним транспортером, устройство обрезки нити, автоматический подъем лапки, автоматическая закрепка, скорость 5000 1/мин, длина стежка 4,5 мм |
| Полуавтомат для изготовления петель | "Пфафф" Германия | А | 3116 | 2-ниточный челночный стежок, скорость 3200 1/мин, длина петли 6,4-24,4 мм, 2 спаренные головки на одном столе |
| Полуавтомат для пришивания пуговиц | "Пфафф" Германия | А | 3306 | 1-ниточный цепной стежок, пуговицы с 2 и 4 отверстиями, скорость 1800 1/мин, автоматическое включение, подъем и опускание пуговицедержателя |
| Стачивающая машина | "Некки" Италия | М | 830-103 | скорость 5000 1/мин, длина стежка 3-8 мм, автоматический подъем лапки 5 мм |
| "Римольди" Италия | С | 29/18 | Скорость 5600 1/мин, расстояние между иглами 3 мм, ширина обметки 4 мм | |
| Стачивающе-обметочная машина | "Джукки" Япония | С | МО-816 | Скорость 6500 1/мин, расстояние между иглами 3,2 мм, ширина обметки 5 мм, длина стежка 0,3-4 мм |
| Полуавтомат для обтачивания клапанов карманов, манжет, воротников | Россия | А | 570 ПМК | 2-ниточный челночный стежок, длина стежка 2 мм, толщина сшиваемого пакета 3 мм |
3.Экономическая
оценка выбора методов обработки и оборудования
Для
проектирования нового потока
на базе действующего необходимо
повысить производительность труда,
чтобы получить поток с эффективным,
рентабельным производством. Для
этого требуется заменить имеющееся оборудование
на более современное, а значит и более
производительное. При этом применение
машин, имеющих более высокую скорость,
позволяет сократить затраты времени
на изготовление изделия. Мы производим
замену на трех операциях базовой технологической
последовательности, которая взята с передового
швейного предприятия.
Расчет
новых норм времени на операцию
определяется по формуле
,
(1)
где
- проектируемое машинное время, с;
-действующее машинное время, с;
- частота вращения главного вала действующей
машины, мин;
- частота вращения главного вала проектируемой
машины, мин;
- время на вспомогательные приемы
(автоматическая обрезка нити, остановка
машины и подъем лапки), с.
Принимаем
равное 3 с. Однако, если проектируемые
машины имеют элементы автоматики, то
вспомогательное время не учитывается.
Следовательно,
формула (1) примет вид
(2)
В случае,
когда при замене действующего оборудования
на новое имеет место не просто
существенное повышение частоты
вращения главных валов, а качественное
изменение реализации технологического
процесса в целом, проектируемое время
рассчитывается из учета повышения производительности
труда, (эти данные представляются ведущими
фабриками)
(3)
где
- сэкономленное время за счет повышения
производительности труда.
Расчет
эффективности от замены действующего
оборудования на новое:
Операция
38:
Операция
49:
Эффективности
от замены действующего оборудования
на новое представлено в таблице 8.
Таблица
8 - Эффективность уточнения последовательности
обработки изделия
| Номер и наименование технологической операции | оборудование | Время, с | Экономия времени, с | ||
| действующее | проектируемое | действующее | проектируемое | ||
| 38.Стачать плечевые швы | 29/18 "Римольди" Италия | 551/065 ф «Бразер» Япония | 44 | 33 | 11 |
| 49.Окончательное ВТО | Электро-паровой утюг | Паровоздушный манекен ф. "Макпи", Италия | 242 | 143 | 99 |
| ИТОГО | 286 | 176 | 110 | ||
Рост производительности труда (РПТ) рассчитывается в целом по изделию в процентах
(4)
где и - действующее и проектируемое время изготовления изделия, с.
Расчет:
РПТ изд = 7%
4.Разработка
технологической последовательности
На
основании выбранных методов
обработки и оборудования и
замены оборудования составляем
технологическую последовательность
обработки изделия для проектируемого
потока.
Применяют
следующие обозначения для специальностей
(специальность – это способ
выполнения работ на различных
видах оборудования): М – машинная,
С – специальная, П – прессовая,
У – утюжильная, А – автоматическая
и полуавтоматическая, Р – ручная.
Технологическая
последовательность обработки изделия
для проектируемого потока приведена
в таблице 9.
Таблица
9 - Технологическая последовательность
обработки мужской
сорочки модели Б из хлопчатобумажной
ткани
| Наименование неделимой операции | Специальность | Разряд | Норма времени, с | Оборудование, приспособления |
| 1.Запуск кроя | Р | 2 | 29 | |
| Заготовительные операции | ||||
| Обработка карманов | ||||
| 2.Обметать верхние срезы карманов | С | 2 | 7 | МО-816 "Джуки" |
| 3.Заутюжить карманы | У | 2 | 19 | Э/п утюг |
| 4.Пришить пуговицы на карманы | А | 3 | 9 | 3306 "Пфафф" |
| Обработка клапанов | ||||
| 5.Заутюжить клапаны по сгибу | У | 3 | 45 | Э/п утюг |
| 6.Проложить отделочную строчку по клапанам | М | 3 | 21 | 481-731 "Пфафф" |
| 7.Выметать петли на клапанах | А | 3 | 11 | 3116 "Пфафф" |
| Обработка кокетки полочки | ||||
| 8.Заутюжить кокетку полочки по лекалам | У | 2 | 43 | Э/п утюг |
| Обработка полочек | ||||
| 9.Обметать правую полочку | С | 2 | 19 | МО-816 "Джуки" |
| 10.Приклеить прокладку на планку | У | 3 | 42 | Э/п утюг |
| 11.Притачать и настрочить планку на левую полочку | М | 4 | 52 | 830-103 "Некки" |
| 12.Приутюжить планку | У | 3 | 54 | Э/п утюг |
| 13.Обметать 5 петель на полочке | А | 3 | 31 | 3116 "Пфафф" |
| 14.Настрочить карманы на полочку | М | 3 | 60 | 481-731 "Пфафф" |
| 15.Настрочить кокетку на правую полочку | М | 3 | 48 | 481-731 "Пфафф" |
| 16.Закрепить кокетку по пройме и по плечу | М | 3 | 35 | 5487 "Пфафф" |
| 17.Пришить пуговицы на кокетку полочки | А | 3 | 16 | 3306 "Пфафф" |
| 18.Настрочить клапаны | М | 3 | 45 | 481-731 "Пфафф" |
| Обработка спинки | ||||
| 19.Притачать кокетку к спинке | М | 3 | 41 | 487-706/82 "Пфафф" |
| Обработка воротников | ||||
| 20.Приклеить прокладку к воротнику | У | 3 | 15 | Э/п утюг |
| 21.Обтачать нижний воротник верхним | А | 4 | 56 | 5487 «Пфафф» |
| 22.Вывернуть воротник, выправляя углы | Р | 1 | 32 | Колышек |
| 23.Приутюжить воротник | У | 4 | 39 | Э/п утюг |
| 24.Обтачать нижнюю и верхнюю стойку с воротником | М | 4 | 25 | 830-103 "Некки" |
| 25.Вывернуть стойку | Р | 1 | 30 | Колышек |
| 26.Приутюжить стойку | У | 4 | 39 | Э/п утюг |
| 27.Прострочить отделочную строчку по воротнику и линии перегиба стойки | М | 4 | 62 | 830-103 "Некки" |
| 28.Обметать петлю на стойке воротника | А | 3 | 12 | 3116 "Пфафф" |
| Обработка рукавов | ||||
| 29.Подогнуть и застрочить шлицу верхней части рукава | М | 3 | 33 | 830-103 "Некки" |
| 30.Настрочить планку на шлицу нижней части рукава | М | 3 | 40 | 830-103 "Некки" |
| 31.Притачать нижнюю часть рукава к верхней | М | 3 | 42 | 830-103 "Некки" |
| Обработка манжет | ||||
| 32.Приклеить прокладку к манжете | У | 3 | 32 | Э/п утюг |
| 33.Обтачать боковые стороны манжет | М | 3 | 36 | 5487 "Пфафф" |
| 34.Вывернуть и выправить манжеты | Р | 3 | 19 | Колышек |
| 35.Проложить отделочную строчку по манжетам | М | 3 | 50 | 830-103 "Некки" |
| 36.Обметать петли на манжетах | А | 3 | 19 | 3116 "Пфафф" |
| Монтажные операции | ||||
| 37.Скомплектовать детали и запустить в монтаж | Р |
3 | 18 | |
| 38.Стачать плечевые швы | С | 3 | 33 | 551/065 «Бразер» |
| 39.Втачать воротник | М | 4 | 63 | 481-731 "Пфафф" |
| 40.Настрочить воротник | М | 4 | 60 | 563 "Пфафф" |
| 41.Втачать рукава | С | 3 | 58 | 29/18 "Римольди" |
| 42.Стачать боковые швы сорочки и нижние швы рукавов, вставляя фирменную ленту | 3 | 58 | 29/18 "Римольди" | |
| 43.Застрочить низ изделия | М | 3 | 61 | 481-731 "Пфафф" |
| 44.Притачать манжеты | М | 4 | 95 | 830-103 "Некки" |
| 45.Наметить место второй пуговицы на застежке | Р |
2 | 7 | Мел, лекало |
| 46.Пришить пуговицы | А | 3 | 45 | 3306 "Пфафф" |
| Отделка | ||||
| 47.Вывернуть рукава | Р | 1 | 8 | |
| 48.Вычисть изделие | Р | 2 | 14 | Щетка |
| 49.Окончательное ВТО | П | 4 | 143 | Паровоздушный манекен «Макли» |
| 50.Скомплектовать готовое изделие | Р | 3 | 16 | |
| ИТОГО: | 1867 |
5.Выбор,
обоснование типа потока и его предварительный
расчет
Для
проектируемого потока рекомендуется
новая современная форма организации
– однофасонный, секционный агрегатно- групповой
поток. Такой поток должен быть
гибким и выпускать до 450 ед./см. конкурентоспособной
продукции.
Этот
поток несъемный, имеет пачковый
запуск, с централизованным запуском.
Запуск по моделям – последовательный.
Выбранная
форма потока должна обеспечить
получение на потоке высоких
технико-экономических показателей: трудоемкость,
количество рабочих, коэффициент механизации,
средний разряд рабочих и др.
Предварительный
расчет швейного потока.
Для предварительного
расчета трудового процесса применяют
трудоемкость () из технологической последовательности,
продолжительность рабочей смены (), исходя из пятидневной рабочей смены
– 29520 с, санитарную норму площади на одного
рабочего () и мощность потока. Мощность потока
может быть задана количеством рабочих
() или количеством изделий (), выпускаемых в смену. Рассчитывается
такт потока в секундах.
Такт
потока () – это время одной организационной
операции; или это время, через которое
с потока сходит одно изделие.
При
заданном количестве рабочих
такт потока может быть рассчитан
о формуле
и т.д.................
Сорочка мужская из хлопчатобумажной ткани прямого силуэта.
Полочка с цельновыкроенной планкой, с центральной застежкой на шесть обметанных петель и шесть пуговиц. На левой полочке один нагрудный накладной карман. Также полочка со смещенным плечевым швом в сторону полочки.
Спинка на кокетках, на спинке заложены две склады в области лопаток.
Верхний срез кармана обработан в подгибку с закрытым срезом.
Рукав втачной, одношовный короткий, с цельновыкроенными манжетами.
Воротник втачной отложной на стойке.
По краю борта, по краю воротника, проложена отделочная строчка шириной шва 5мм.
Низ изделия обработан швом в подгибку с закрытым срезом.
Детали кроя сорочки мужской из хлопчатобумажной ткани
(представлены на рисунке 2)
Рисунок 2 - Детали кроя сорочки мужской из хлопчатобумажной ткани
Спецификация деталей кроя сорочки мужской из хлопчатобумажной ткани
Таблица1-Спецификация деталей кроя
Фурнитура:
Пуговицы – 6шт.
Технологическая последовательность обработки сорочки мужской из хлопчатобумажной ткани
Таблица 2 – Технологическая последовательность обработки сорочки мужской из хлопчатобумажной ткани.
|
операции |
Специализация |
Графическое изображение и ТУ выполнения операции |
Приемы выполнения операции |
Оборудование, инструменты и Приспособле-ния |
|
1.Подготовительный этап |
||||
|
1.Получение деталей кроя 2.Проверка наличия деталей кроя 3.Уточнение деталей кроя по лекалам 4.Проверка симметричнос-ти парных де-талей |
Получаем детали кроя, проверяем их наличие, уточняем детали кроя по лекалам, проверяем симметричность парных деталей |
Лекала, мел, ножницы |
||
|
ΙΙ Заготовительный этап |
||||
|
Начальная обработка полочек |
||||
|
5.Нанесение на левой полочке места располо-жение наклад-ного кармана |
Нанести место расположение накладного кармана по вспомогательному лекалу 4 линиями: 1,2-боковые края кармана, 3-верх кармана (линия входа) и 4-низ кармана |
Лекало, мел |
||
Продолжение таблицы 2
|
Обработка накладных карманов |
||||
|
6.Нанесение на накладном кармане линий заутюжи-вания цельно-выкроенных обтачек |
Наносим на накладном кармане линию заутюживания цельновыкроенной обтачки |
Лекало, мел |
||
|
7. Заутюживание цельновыкроенной обтачки накладного кармана |
Заутюживаем цельновыкроенную обтачку накладного кармана последовательно на 7 и 27мм |
(Германия) |
||
|
8.Застрачивание цельновыкроенной обтачки наклад-ного кармана |
Застрачиваем цельновыкроенную обтачку накладного кармана шириной шва 1-2мм от заутюженного сгиба | |||
|
9.Приутюживание верхнего края накладного кармана |
Приутюживаем верхний край накладного кармана до полного прилегания |
(Германия) |
||
|
10.Заутюживание нижнего и боковых срезов накладного кармана |
Заутюживаем нижний и боковой срезы кармана на 10мм с изнаночной стороны |
(Германия) |
||
Продолжение таблицы 2
|
11.Настрачива-ние накладного кармана на левую полочку |
Настрачиваем карман на полочку, укладывая по намеченным точкам, шириной шва 1-2мм от краев кармана. Концы строчки закончить фигурной закрепкой, длинной 10-12мм и шириной вверху 5мм. Строчка отделочная, частота стежков 3-4 в 1 см |
8332 кл, «Текстима» (Германия) |
|||
|
12.Приутюжива-ние накладного кармана в готовом виде |
Приутюжить готовый карман до полного прилегания |
(Германия) |
|||
|
Обработка рукавов |
|||||
|
13.Нанесения на рукавах линий заутюживания цельновыкроен-ных манжет |
Наносим на рукавах линию заутюживания цельновы-кроенных манжет |
Лекало, мел |
|||
|
14.Заутюживание цельновыкроенных манжет рукавов |
Заутюжим припуск на обработку цельновы-кроенной манжеты дваж-ды последовательно по 35мм |
(Германия) |
|||
|
15.Застрачивание цельновыкроенных манжет рукавов |
Застрачиваем припуск на обработку цельновы-кроенной манжеты рукава шириной шва 5мм от заутюженного сгиба |
8332 кл, «Текстима» (Германия) |
|||
|
16.Приутюживание нижнего края рукава |
Приутюживаем нижний край рукава до полного прилегания |
(Германия) |
|||
|
Обработка спинки |
|||||
|
17. Нанесение на спинке место расположения склад |
Нанести на спинке место расположения склад по вспомогательным лекалам |
Мел, лекало |
|||
|
18. Заметавание склад на спинке |
Заметать склады на спин-ке, сложив их так, чтобы с лицевой стороны они были направлены в сторону пройм |
Игла, нитка |
|||
|
Продолжение таблицы 2 |
|||||
|
19.Застрачивание склад на спинке |
Застрачить склады на спинке на 5мм от верхнего среза спинки |
8332 кл, «Текстима» (Германия) |
|||
|
20.Приутюживание склад |
Приутюжить склады |
(Германия) |
|||
|
21.Притачивание кокетки и подкладки кокетки к спинке |
Притачать кокетки и подкладки кокетки к спинке, уложить кокетку лицевой стороной к лицевой стороне спинки, а подкладку кокетки лицевой стороной к изнаночной стороне спинки, уравнивая срезы притачать кокетки к спинке шириной шва 10мм |
8332 кл, «Текстима» (Германия) |
|||
|
22.Заутюживание кокеток |
Заутюжить кокетки |
(Германия) |
|||
|
23. Стачивание кокетки и подкладки кокетки |
Стачать кокетку и подкладку кокетки шириной шва 1-2мм |
8332 кл, «Текстима» (Германия) |
|||
|
24.Приутюживание спинку на кокетках в готовом виде |
Приутюжить спинку на кокетках в готовом виде |
(Германия) |
|||
|
Обработка застежки |
|||||
|
25.Нанесение на полочках линии перегиба цельновыкроен-ной застежки |
Наносим меловой линией по внешнему краю лекала линию перегиба застежки, линия располагается на уровне надсечки по горловине полочки |
Лекало, мел |
|||
|
26.Дублирование цельновыкроен-ной планки застежки мужской сорочки |
Продублировать цельновыкроенную планку застежки мужской сорочки на левой части полочки |
(Германия) |
|||
|
27.Заутюживание цельновыкроен-ной планки застежки |
Заутюжить цельновыкроенную планку застежки по намеченным линиям |
(Германия) |
|||
|
28.Застрачивание подогнутого среза цельновыкроен-ной планки |
Застрачить подогнутый срез цельновыкроенной планки на 5мм от подогнутого края |
8332 кл, «Текстима» (Германия) |
|||
|
Продолжение таблицы 2 |
|||||
|
29.Заутюживание планки |
Заутюжить планку на лицевую сторону |
(Германия) |
|||
|
30.Прокладывание отделочной строчки вдоль края сгиба |
Проложить отделочную строчки вдоль края сгиба на 5мм от сгиба |
8332 кл, «Текстима» (Германия) |
|||
|
31.Заутюживание цельновыкроен-ной планки на правой части полочки мужской сорочки |
Заутюжить цельно-выкроенную планку на правой части полочки мужской сорочки, дважды последовательно по 21мм |
(Германия) |
|||
|
32.Приутюжи-вание застежки в готовом виде |
Приутюжить застежку в готовом виде |
(Германия) |
|||
|
Обработка воротника |
|||||
|
33.Дублирование верхнего воротника |
Дублируем верхний воротник с изнаночной стороны |
(Германия) |
|||
|
34.Обтачивание верхнего воротника нижним |
Обтачиваем воротник, укладывая лицевыми сторонами внутрь, со стороны нижнего воротника, припосаживая верхний. Ширина шва обтачивания 5-7мм. Частота стежков 4-5 в 1см. В начале и конце строчки закрепки |
8332 кл, «Текстима» (Германия) |
|||
|
35.Высекание припусков шва обтачивания в углах воротника |
Высекаем припуски шва обтачивания воротника на угловых участках не доходя до строчек 2-3мм | ||||
|
36.Вывертывание воротника на лицевую сторону, выправление углов |
Выворачиваем воротник на лицевую сторону, выправляем углы |
Специальный колышек |
|||
|
37.Приутюживание воротника с образованием канта |
Приутюживаем воротник, с образованием канта из верхнего воротника |
(Германия) |
|||
|
38.Прокладыва-ние отделочной строчки по отле-ту и концам воротника |
Прокладываем отделочную строчку по отлету и концам воротника. Ширина отделочной строчки 5мм |
8332 кл, «Текстима» (Германия) |
|||
|
39. Дублировние внутреней стой-ки воротника с одновременным заутюживанием нижнего среза внутренней стой-ки |
Продублировать внут-ренюю стойку воротника и одновременно заутюжить нижний срез внутренней стойки на 10мм |
(Германия) |
|||
|
40. Застрачи-вание нижнего среза внутренней стойки |
Застрачить нижний срез внутренней стойки на 5мм от подогнутого среза |
8332 кл, «Текстима» (Германия) |
|||
|
41.Втачивание воротник в стойку |
Втачать воротник в стойку ширина шва 10мм |
8332 кл, «Текстима» (Германия) |
|||
|
42. Высекание припуска шва втачивания воротника в стойку |
Высечь припуск шва втачи-вания воротника в стойку не доходя до строчки 1-2мм | ||||
|
43.Вывертывание стойки на лицевую сторону |
Вывернуть стойку на лицевую сторону |
Специальный колышек |
|||
|
Монтаж изделия |
|||||
|
44.Притачивание подкладки кокетки к полочке |
Притачать подкладку кокетки к полочке ширина шва 10мм |
8332 кл, «Текстима» (Германия) |
|||
|
45.Заутюживание припуска шва притачивания подкладки кокетки к полочке |
Заутюжить припуск шва притачивания подкладки кокетки к полочке в сторону подкладки кокетки |
(Германия) |
|||
|
46.Заутюживание верхнего среза кокетки |
Заутюжить верхний срез кокетки на 10мм |
(Германия) |
|||
|
Продолжение таблицы 2 |
|||||
|
46.Настрачиване кокетки на полочку |
Настрачить кокетку на полочку ширина шва 1-2мм от сгиба |
8332 кл, «Текстима» (Германия) |
|||
|
47. Втачивание воротника в горловину изделия |
Втачать воротник в горловину изделия по верхней стойке ширина шва 10мм |
8332 кл, «Текстима» (Германия) |
|||
|
48.Заутюживание припусков шва втачивания воротника в горловину изделия |
Заутюжить припуски шва втачивания воротника в горловину изделия в сторону стойки воротника |
(Германия) |
|||
|
49.Настрачиване внутренней стойки на горловину изделия одновременно прокладывая отделочную строчку по швам обтачивания концов стойки и втачивания отлета воротника в стойку |
Настрочить подогнутый срез нижней стойки на горловину изделия, одновременно прокладывая отделочную строчку по шву обтачивания стойки и втачивания отлета воротника, ширина шва 2мм |
8332 кл, «Текстима» (Германия) |
|||
|
50.Приутюживание воротника в готом виде |
Приутюжить воротник в готовом виде |
(Германия) |
|||
|
51.Втачивание рукавов в открытые проймы |
Втачиваем рукав в открытые проймы шириной шва 10мм, совмещая надсечки на рукаве с соответствующими надсечками на пройме со стороны рукава. | ||||
|
52.Обметывание припусков швов втачивания рукавов |
Обметываем припуски швов втачивания рукавов со стороны детали спинки на краеобметочной машине |
АО «Агат» (Ростов-на- Дону) |
|||
|
53.Заутюживание припусков швов втачивания рукавов |
Заутюживаем припуски швов втачивания рукавов в сторону рукава |
(Германия) |
|||
|
Продолжение таблицы 2 |
|||||
|
54.Стачивание боковых срезов полочки и спинки и внутренних срезов рукавов |
Укладывая лицевыми сторонами внутрь шириной шва 10мм, от среза низа рукава по внутреннему срезу, до вершины боковых срезов. Частота стежков 4-5 в 1см. В начале и конце строчки – закрепка |
8332 кл, «Текстима» (Германия) |
|||
|
55.Обметывание припусков боковых швов изделия и внутренних швов рукавов |
Обметываем припуски боковых швов со стороны полочки |
АО «Агат» (Ростов-на- Дону) |
|||
|
56.Заутюживание припусков боковых швов изделия и внутренних швов рукавов |
Заутюживаем припуски боковых швов изделия и внутренние швы рукава на спинку |
(Германия) |
|||
|
57.Уточнение низа изделия |
Срез низа изделия должен быть ровным |
Лекало, мел |
|||
|
58.Нанесение линии подгиба низа изделия |
Линию подгиба низа наносим на расстоянии 7 и 12мм |
Лекало, мел |
|||
|
59.Заутюживание припуска на подгиб низа изделия |
Заутюживаем припуск на подгиб низа изделия по намеченной линии |
(Германия) |
|||
|
60.Застачивание низа изделия |
Застрачиваем припуск низа изделия с лицевой стороны, шириной шва 10мм, частота стежков 3-4 в 1см. Строчка параллельна подогнутому краю |
8332 кл, «Текстима (Германия) |
|||
|
61.Приутюживание низа изделия |
Приутюживаем низ изделия до полного прилегания |
(Германия) |
|||
|
Продолжение таблицы 2 |
|||||
|
ΙV. Окончательная отделка изделия |
|||||
|
64.Нанесение места расположения петель на полочке |
Наносим на правой полочке места расположения петель по вспомогательному лекалу |
Лекало, мел |
|||
|
65.Обметывание петель на полочке |
Обметываем 6 петель на полочке по намеченной линии расположения | ||||
|
66.Чистка изделия от производственного мусора |
Удаляем ненужные нитки, оставшиеся в результате обработки изделия | ||||
|
67.Окончательная ВТО изделия |
Окончательное ВТО изделия |
(Германия) |
|||
|
68.Нанесение места расположение пуговиц на полочке |
Наносим места расположения пуговиц на правой полочке с использованием вспомогательного лекала | ||||
|
69.Пришивание пуговиц на полочке |
Пришиваем 6 пуговиц на правой полочке по намеченной линии |
Игла, нить, ножницы |
|||
|
70.Контроль качества изделия в готовом виде |
Контролируем качества изделия в готовом виде | ||||
|
71.Сдача готового изделия мастеру |
Сдача готового изделия мастеру | ||||